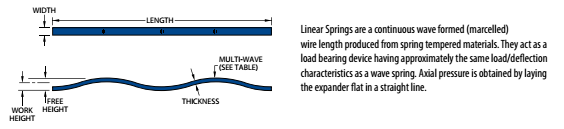
Lineaire golfveer is een continue golfvorming van de vorm van een langwerpige veer. Als een lastdragend apparaat hebben ongeveer dezelfde last- en doorbuigingskarakteristieken.
Compared with stamping wave spring, linear wave spring use pre-tempered raw materials and rounded edges, and the load and elastic coefficient are more accurate and predictable, 50% better than stamping parts, and the elastic coefficient is stable within the allowable deformation range.
Linear wave spring has high reliability, excellent performance, no deformation, smooth surface, no pits, scratches, breaks and other small defects. Stamped wave spring may have defects such as fatigue fracture and inaccurate loading in the subsequent manufacturing process. In terms of metallurgy, mechanical properties and dimensional stability, linear wave spring can provide higher precision quality.
Lineaire golfveer wordt gebruikt om de traditionele ronde draadveer te vervangen door hun unieke ruimtebesparende potentieel. Het gebruik van een golfveer vermindert ook indirect de montageruimte van de veer door de verminderde werkhoogte van de veer. Kleinere installatieafmetingen en minder materiaalgebruik resulteren in een aanzienlijke kostenbesparing.
Linear wave spring is particularly suitable for applications requiring weight reduction and applications limited by a small installation space. Typical application areas include: aerospace, precision machinery, hydraulic seals, and high-end motors.
Although wave springs are not very familiar to some people, you need to know that its scope of application is very wide. A wave spring is an elastic element with several peaks and valleys on a thin metal ring. Therefore, under normal circumstances, it is mainly used in occasions where the load and deformation are not large, and the spring stiffness is required to be small and the axial preload must be applied. Therefore, wave springs are especially suitable for some applications requiring weight reduction and some applications restricted by small installation space.
1. Verschillende materiaalsamenstelling.
Het grootste nadeel van de golfveer van koolstofstaal is dat deze gemakkelijk roest, vooral in omgevingen met hoge temperaturen en hoge luchtvochtigheid. Eenmaal verroest, corrodeert de metalen structuur van het materiaal, waardoor het materiaal vervormt en breekt. Als de omgevingstemperatuur en vochtigheid van het product hoog zijn, moet daarom een roestvrijstalen golfveer worden gekozen.
2. Het productieproces is anders.
Het productieproces van koolstofstalen materiaal is het verkrijgen van de hoge hardheid van de veer die wordt geproduceerd door het basismateriaal met een lage hardheid door middel van afschrikken en ontlaten. Dit proces resulteert in een slechte taaiheid en een lage levensduur van koolstofstalen materialen en het fenomeen van algemene veerbreuk in praktische toepassingen. Het roestvaststalen materiaal wordt verkregen door meerdere malen te kalanderen met een wals voor basismetaal met een lage hardheid.
3. Materiaal prijsverschil.
Since the stainless steel wave spring material has a chromium content of 16-18% and a nickel content of 6%-8%, the price is 2-3 times more expensive than carbon steel. The same specification of spring, stainless steel wave spring will be about 2 times more expensive than carbon steel wave spring.
De veerkracht van roestvrijstalen veer is lager dan die van koolstofstalen veer, de hardheid is lager dan die van koolstofstaaldraad, maar de levensduur is lang; veerdraad van koolstofstaal is gemakkelijker te roesten dan veerdraad van roestvrij staal en stelt hogere eisen aan de gebruiksomgeving.
There are several common methods for surface treatment of wave springs, such as bluing, phosphating, electroplating, and electrophoresis.
Oxidation: Heat the wave spring to an appropriate temperature in air or chemicals to form a blue (or black) oxide film on the surface to improve the corrosion resistance and appearance of the wave spring.
Blackening: The same as the oxidation principle, the wave spring is heated in the air or directly immersed in a concentrated oxidizing solution to produce a very thin oxide film on the surface of the wave spring. Material protection technology.
Het oppervlak van de golfveer moet glad zijn, geen roest, geen bramen, geen scheuren en een uniforme oxidelaag.
Lisheng is een professional groothandel in lineaire golfveren, u bent van harte welkom om te komen overleggen.
OIL TEMPERED(SAE1070-1090), HARD DRAWN SAE 1060 – 1075, roestvrij staal 304316.631, 17-7PH(SUS), berylliumkoperfosfor koper, 65Mn, A-286, Inconel Alloy X-750, X-718, Elgiloy, MONEL K-500, MONEL 400 enz.
Ontwerp → Tekenen→ Vlakke draad → CNC-bewerking → Warmtebehandeling → Oppervlak → Afwerking → Kwaliteitsinspectie → Verpakking
| Onderdeel nummer | LLS12188-1 | LLS12188-2 | LLS12188-3 | LLS12188-4 | LLS12250-1 | LLS12250-2 | LLS12250-3 | LLS12250-4 |
| Aantal golven | 1 | 2 | 3 | 4 | 1 | 2 | 3 | 4 |
| Dikte (duim) |
0.012 | 0.012 | 0.012 | 0.012 | 0.012 | 0.012 | 0.012 | 0.012 |
| Breedte (duim) |
0.188 | 0.188 | 0.188 | 0.188 | 0.25 | 0.25 | 0.25 | 0.25 |
| Lengte (duim) |
1.5 | 3 | 4.5 | 6 | 1.5 | 3 | 4.5 | 6 |
| Vrije hoogte (duim) |
0.225 | 0.225 | 0.225 | 0.225 | 0.225 | 0.225 | 0.225 | 0.225 |
| Laden (pond) |
1.5 | 5.6 | 10.4 | 14.8 | 2.2 | 7.8 | 13.9 | 19.8 |
| Werk Hoogte (duim) |
0.125 | 0.125 | 0.125 | 0.125 | 0.125 | 0.125 | 0.125 | 0.125 |
| Veerconstante (duim/pond) |
11 | 91 | 136 | 182 | 15 | 121 | 181 | 242 |